Optimizing Rifling Lands and Groove Dimensions for Maximum Accuracy
There has long been debate among the firearm community regarding the merits of rifling styles in rifle and pistol barrels. Manufacturers have experimented with hundreds of exotic designs over centuries of trial-and-error development, with spokesmen from various manufacturers espousing perceived benefits of one option versus the other through anecdotal evidence and incomplete research.
The intent of this article is to provide exposure to the three main styles of rifling currently available, offering a little insight into the design intent for each configuration. This article is not intended to provide a recommend one option over the other, although it may challenge unsubstantiated claims made by various firearm and barrel manufacturers.
It is our position that the uniformity and finish of the rifling will have a more discernable impact toward the overall performance and accuracy of a barrel than the rifling geometry selected, although some rifling types may machine more consistently or foul differently depending on the cartridge selected. The logic behind this is simple: If one rifling type provided measurably improved results over the others, it would be the uniform standard across the firearm industry.
Traditional Rifling
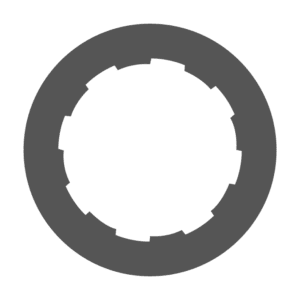
When you think of the lands and grooves of a barrel, this configuration is typically the option that comes immediately to mind. Common in “mil-spec” rifling designs, traditional lands and grooves are joined at a 90-degree angle (or at angle that intersects the centerline of the bore), deforming a slightly oversized bullet as it engages with the rifling.
While the overall count of lands and grooves may vary, quite often the change in groove count will have no appreciable impact on barrel performance. A prime example of this phenomenon involves tests carried out by Remington during WWII with 2- and 4-groove 1903A3 barrel production. After extensive testing and evaluation, no significant difference in performance was detected between the two, with velocity and pressure numbers falling within the margin of error of measurement at the time.
There are perceived downsides to traditional rifling in the realm of production and maintenance of these barrels, as they may be slightly more difficult to pull a rifle button consistently, and may take slightly longer to clean.
Polygonal Rifling
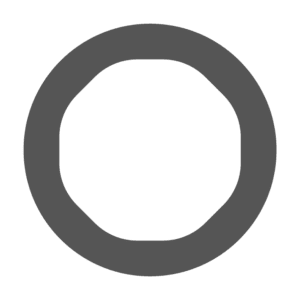
If you’re browsing through forums and come across discussion regarding polygonal rifling, you may be inclined to think it’s the best thing since sliced bread. Formed through the cold hammer forging process, polygonal rifling eschews traditional lands and grooves, replacing them with a more gradual “hills and valleys” rifling geometry.
There have been many claims over the years regarding polygonal rifling, oftentimes detailing reduced bullet deformity, improved gas seal, and increased velocities. Recent scientific testing has proven these perceived benefits to be overstated, with both polygonal and traditional rifling designs offering roughly equivalent performance across the board.
One downside to polygonal rifling in pistol designs is that it does not lend itself well to the use of cast lead bullets, as it has a tendency to rapidly foul and create dangerous pressure spikes. Another downside to polygonal rifling is its reliance on cold hammer forging for its production process, a manufacturing technique that often places a heavy reliance on the stress relief process to ensure material uniformity. For this reason, traditional and hybrid rifling (delivered through single-point cut and button rifling manufacturing techniques) continues to be the norm for most competition applications.
Hybrid and 5R Rifling
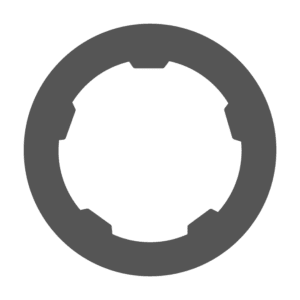
Occasionally manufacturers will market polygonal rifling as a feature on precision rifles, but it often features elements of a traditional rifling design. This “hybrid” rifling design features lands and grooves with a trapezoidal sloping geometry with the promoted intention of minimizing jacket deformation while ensuring consistent rifling engagement by the projectile.
One popular form of this hybrid rifling concept is the 5R rifling design, a pattern designed by Boots Obermeyer in the 1970’s that incorporates five slightly offset lands of a specified slope angle. Proponents of this design believe that this rifling design allow for easier cleaning (since patches can engage the sloped angles easier than the sharp corners of traditional rifling), but claims of enhanced accuracy and barrel life have not been proven scientifically by any major manufacturers.
Conclusion
While some barrel manufacturers may promote one unique rifling pattern over another, the cost per barrel, cycle times, barrel performance, and overall production process are roughly equivalent across the board. Vortakt Barrel Works can accommodate a wide range of rifling patterns, as all of our button rifling tooling is custom-produced to meet unique client specifications.
If you have a unique preference on rifling design for your next OEM barrel project, contact the Vortakt sales team today!