MACHINES FOR CHAMBERING
Machine selection for chambering largely depends on the volume of production required. Within this guide we’ll highlight a number of best practice recommendations, as well as a few pros and cons of chambering barrels with manual and CNC lathes.
Chambering with Manual Lathes
When chambering with a manual lathe, the gunsmith will put a chamber reamer tool in the turret or tailstock and feed the tool into the chucked barrel. The gunsmith trams a 4-jaw chuck so the concentricity of the barrel runs true to the chamber reamer. Sometimes an indicator is used to feed to a specific depth, or the gunsmith checks headspace periodically with a caliber specific headspace gauge. Chips are flushed manually by retracting the chamber reamer out of the barrel frequently, blowing them off with air or low pressure cutting fluid. When chambering with both a manual or CNC lathe, the barrel is rotating while the tool is stationary.
Benefits to Chambering with a Manual Lathe:
More often than not, gunsmiths who are running one-off custom barrels or low volume production orders will generally gravitate toward manual lathes. Setup operations are typically simpler, allowing for quicker tooling changes and flexibility between pieces.
Chambering with CNC Lathes
Lathes
The process of chambering with a CNC lathe is quite different from its manual counterpart. Instead of tramming every barrel, machinists use a floating tool holder to compensate for slight bore to tool misalignment. This enables the manufacturer to run barrels at a much faster production rate and introduce robotic machine tending.
Chip evacuation is very important during the chambering process. Manufacturers can either flush the barrel with coolant through the lathe spindle or, in some circumstances, coolant can be introduced around the tool. If a machine is solely dedicated to chambering, it’s advantageous to use cutting oil. If the machine performs other operations like profiling or machining, it’s best to use a water-based cutting fluid (emulsion).
Machine alignment is essential. As mentioned above, a floating tool holder can be used so that any misalignment between tool and barrel centerline is accounted for. Another way to chamber with a well aligned machine is to mount the chamber reamer rigid in a collet. This setup often delivers an improved chamber finish.
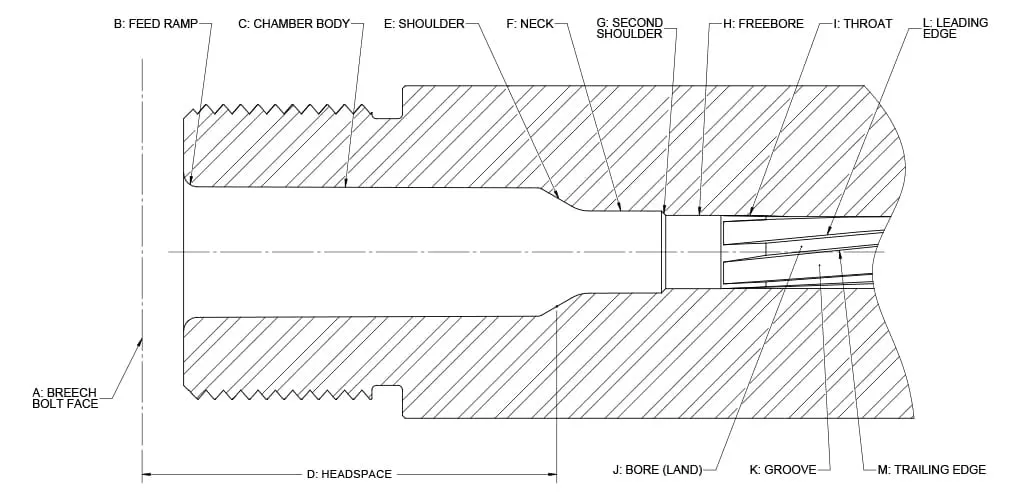
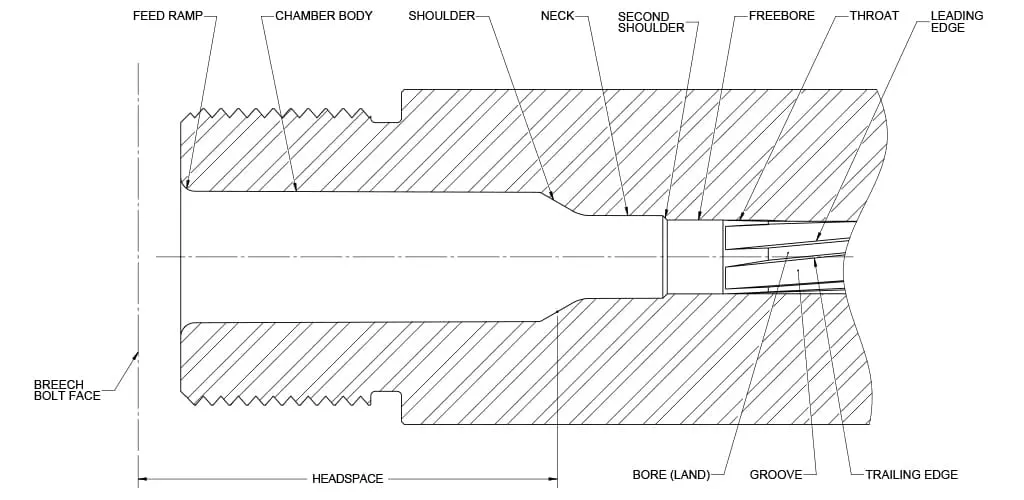
It is extremely important that the concentricity of the barrel bore to outside diameter is held very tight which is done in upstream turning operations. It’s also important that the tool holder and turret move to the true centerline of the barrel. The perpendicularity, angularity, concentricity and general alignment of the machine is very important. If the chamber is machined at an angle, the round will not seat correctly, adversely affecting accuracy. The rear portion of the chamber (chamber body) where the case sits will also be oversized.
Benefits to Chambering with a CNC Lathe:
If all these conditions are met and the machine is set up well, a high production CNC lathe will produce a better and more consistent chamber than the manual lathe process. This is of the reasons why CNC lathes are generally preferred for volume production. Barrel numbers 500 through 1000 are going to be far more consistent in fit in finish.